Due giorni fa, a Monfalcone, in Italia, è stato caricato su una nave mercantile un altro tassello fondamentale per l'assemblaggio del reattore a fusione ITER (International Thermonuclear Experimental Reactor), ovvero il segmento a vuoto n. 9. La nave lo trasporterà poi nel sud della Francia.
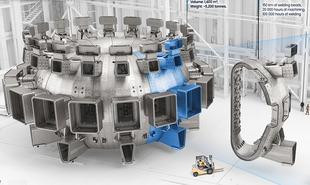 La camera del reattore circolare o toroidale
La camera del reattore circolare o toroidale
Altri due settori sono già in fase avanzata di produzione presso le officine del consorzio europeo Ansaldo Nucleare–Westinghouse–Walter Tosto (AMW). Al loro arrivo, previsto entro la fine dell'anno, tutti i componenti necessari per la camera al plasma toroidale di ITER saranno a disposizione dei team di assemblaggio.
Segmento per segmento
La produzione dei settori della camera a vuoto è un processo industriale estremamente complesso e articolato in più fasi. Si inizia con l'approvvigionamento di speciali forgiati in acciaio inossidabile conformi agli standard ITER, che vengono lavorati meccanicamente per ottenere delle piastre . Queste piastre vengono saldate insieme per formare quattro grandi segmenti, che vengono poi assemblati a formare un singolo settore
 Caricamento a Monfalcone.
Caricamento a Monfalcone.
Una volta che un modulo settoriale è posizionato nella fossa di assemblaggio del tokamak a Cadarache, in Francia, resta ancora molto da mettere a punto a livello logistico prima che possa essere saldato ai moduli adiacenti e formare il volume toroidale in cui verranno successivamente generate le temperature di fusione.
Migliaia di fasi di lavoro
In Europa, a cui è stato affidato il compito di gestire gli appalti in cinque settori, la catena di fornitura per i contenitori sottovuoto coinvolge numerose aziende europee, migliaia di fasi di lavoro coordinate e almeno 150 lavoratori specializzati.
 Foto: ITER
Foto: ITER
Per il settore n. 9, tutti i segmenti necessari per l'assemblaggio sono stati fabbricati in officine diverse: presso Equipos Nucleares SA (ENSA) in Spagna e presso Belleli Energy CPE, Walter Tosto e Westinghouse Mangiarotti in Italia, il che ha comportato ulteriori sfide logistiche.
Video dal cantiere